Sheet metal tooling in as little as 2 - 5 days.
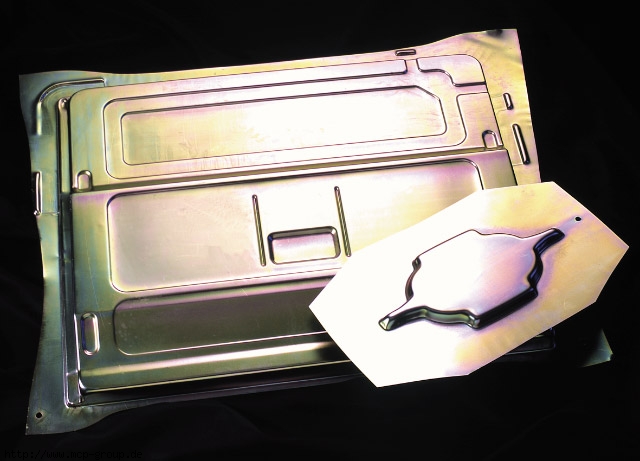
 Sheet metal forming tooling produced with Scott AM Low Melting Point Alloy is used by many European automotive manufacturers, such as BMW, Daimler and Ford. The process is used successfully for prototype runs of 20 – 200 pressings. This technology offers a multitude of tool making options for the user.
Sheet metal forming tooling produced with Scott AM Low Melting Point Alloy is used by many European automotive manufacturers, such as BMW, Daimler and Ford. The process is used successfully for prototype runs of 20 – 200 pressings. This technology offers a multitude of tool making options for the user.
Easy to use, clean process with many user options.
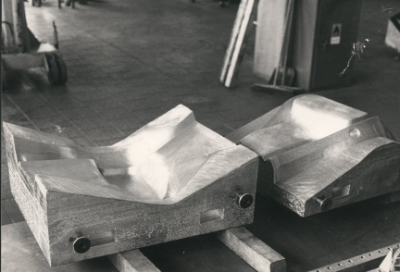
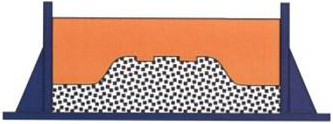
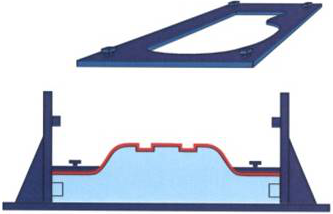
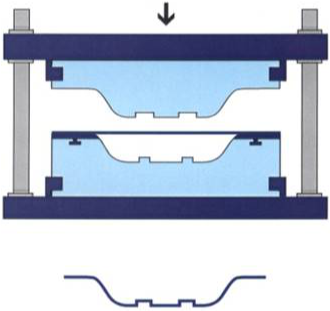
The most straight forward procedure is to use an existing sheet metal component (with the required modifications), suspend this in a casting frame and cast the alloy to produce the top and bottom tool simultaneously. Generally, the standard method of tool manufacture is to produce a model of either one or other side of the component required. The Low melt alloy is cast against this model to produce the first half of the tool. Demould the model after cooling and lay up the alloy casting with pattern maker´s sheet wax in the required thickness of sheet metal required, for example 0.8 mm and cast low melt alloy against the wax sheet. Within a matter of hours after casting and de-moulding, the tool can be on the press to produce sheet metal prototypes and small runs in materials up to 3 – 4 mm. The process offers options of integrating steel inserts and die plates for extending tool life up to 2 – 3000 parts.
System Specification and requirements:
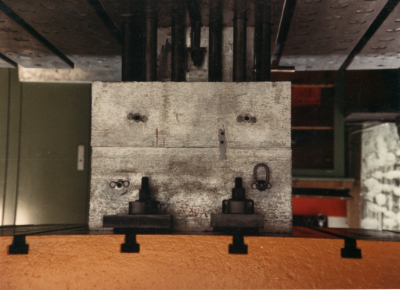
Scott AM Low Melting Point Alloy and melting equipment are the basic requirements to produce tooling. Melting tanks are supplied in sizes ranging from 150 kg (approx 330 lbs) melting capacity and up to 60 metric tons alloy capacity for producing automotive floor pan press tools.
The main advantages of the Scott AM Alloy Tooling Process are:
- Large automotive press–tools in only 2 days
- Dimensionally extremely accurate
- No distortion
- No finishing required
- Low processing temperature – extremely safe to use
- Non toxic
- Completely re-usable material










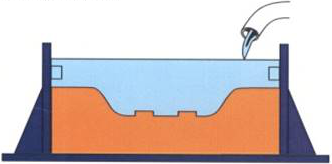
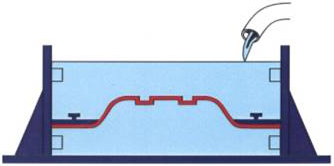
![]() Scott AM 137 Alloy
Scott AM 137 Alloy
![]() Wax Sheet
Wax Sheet
![]() Casting Frame / Steel
Casting Frame / Steel
![]() Sand
Sand
![]() Resin / Quarzsand
Resin / Quarzsand
![]() Model
Model
* Stereolithography
![]() the Full Service Supplier offers the widest range of machines, mould making and casting materials, tools and accessories, complete customer training - worldwide. Scott AM Tooling and Casting Technologies guarantee by far the quickest return on investment.
the Full Service Supplier offers the widest range of machines, mould making and casting materials, tools and accessories, complete customer training - worldwide. Scott AM Tooling and Casting Technologies guarantee by far the quickest return on investment.